Reproduzierbare Qualität
SLM® Maschinen von SLM Solutions verarbeiten Edelstahl, Kobalt-Chrom, Nickellegierungen, Aluminium, Titan und viele weitere Materialien. Nutzbar sind in der Standardkonfiguration der SLM®125 sowohl reaktive als auch nicht reaktive Metalle. Dank der kompakten Bauweise der Maschine und einer reduzierten Anzahl an pulvertransportierenden Komponenten ist ein einfacher Wechsel der Materialien möglich.
Effiziente und systematische Parameter-Entwicklungssoftware
Die Maschine ist mit einem Materialentwicklungsmodul und einer einfachen, intuitiven Software für systematische Analysen von Parametervariationen ausgestattet. Anwender erhalten dadurch Know-How in der Materialentwicklung und können individuelle Prozesseinstellungen verwenden. Eine automatisierte Parameterausrichtung durch Regeldefinitionen und Replikation sowie Positionierung von Bauteilen auf der Bauplatte führen zu Zeiteinsparungen bei der Legierungsentwicklung und Parameteroptimierung.
Hochwertige Metallpulver und zuverlässiges Pulvermanagement
SLM® Maschinen von SLM Solutions verarbeiten Edelstahl, Kobalt-Chrom, Nickellegierungen, Aluminium, Titan und viele weitere Materialien. Nutzbar sind in der Standardkonfiguration der SLM®125 sowohl reaktive als auch nicht reaktive Metalle. Dank der kompakten Bauweise der Maschine und einer reduzierten Anzahl an pulvertransportierenden Komponenten ist ein einfacher Wechsel der Materialien möglich.

Reproduzierbare Qualität
Die kleinste SLM® Maschine von SLM Solutions ist mit den zahlreichen hochwertigen Funktionen ausgestattet, die auch größere SLM® Maschinen bieten. Die Substratplatte kann auf bis zu 200°C vorgeheizt werden und der standardmäßige 400-W-Faserlaser ist die höchste Leistung, die auf Maschinen dieser Größe angeboten wird.

Systematische Parameter-Entwicklungssoftware
Die Maschine ist mit einem Materialentwicklungsmodul und einer einfachen, intuitiven Software für systematische Analysen von Parametervariationen ausgestattet. Anwender erhalten dadurch Know-How in der Materialentwicklung und können individuelle Prozesseinstellungen verwenden. Eine automatisierte Parameterausrichtung durch Regeldefinitionen und Replikation sowie Positionierung von Bauteilen auf der Bauplatte führen zu Zeiteinsparungen bei der Legierungsentwicklung und Parameteroptimierung.
Hochwertiges Metallpulvermanagement
SLM® Maschinen von SLM Solutions verarbeiten Edelstahl, Kobalt-Chrom, Nickellegierungen, Aluminium, Titan und viele weitere Materialien. Nutzbar sind in der Standardkonfiguration der SLM®125 sowohl reaktive als auch nicht reaktive Metalle. Dank der kompakten Bauweise der Maschine und einer reduzierten Anzahl an pulvertransportierenden Komponenten ist ein einfacher Wechsel der Materialien möglich.
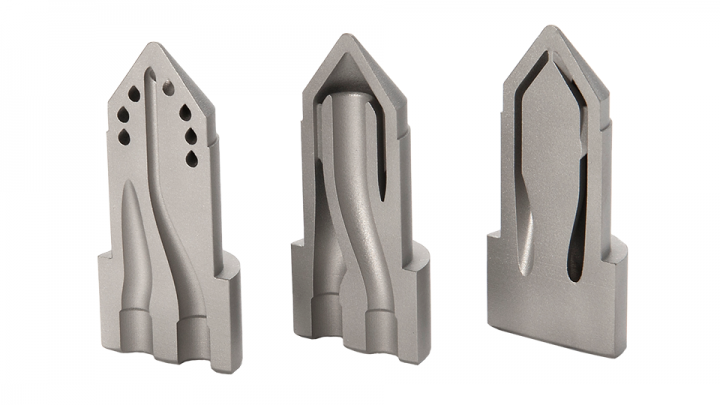
Werkzeugeinsätze mit konformer Kühlung
Material
Durch die additive Fertigung konnten die Zykluszeit sowie die Produktionskosten dieser Werkzeugeinsätze von ABB reduziert werden. Durch eine gleichmäßige Oberflächenkühlung führt die additive Fertigung zu einem geringeren Ausschuss defekter Teile. Sechs verschiedene Kühlkanäle wurden zur Prüfung der optimalen Strömung und Wärmeleitfähigkeit entworfen.
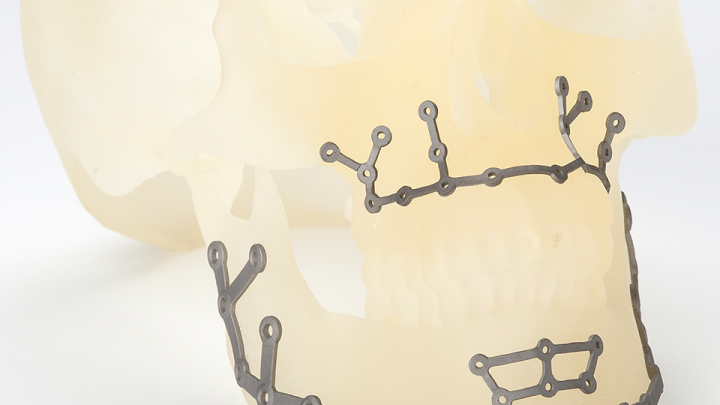
Maxillofaziale Implantate
Material
Diese maxillofazialen Implantate werden patienten-spezifisch entworfen und hergestellt. Die additive Fertigung ermöglicht einen effizienteren chirurgischen Eingriff und eine funktionelle sowie kosmetische Wiederherstellung. Im Vergleich zu herkömmlichen CNC-Frästechniken ist die additive Fertigung der Implantate wirtschaftlicher.
Dentalimplantate
Material
Mit Hilfe der SLM® Technologie ist die patenten-spezifische Fertigung von Dentalprothesen mit minimalem Materialabfall möglich. Additiv gefertigte RPD-Rahmen für Ober- und Unterkiefer bieten höchste Präzision, hohe Ermüdungsfestigkeit und eine integrierte Verformbarkeit. Im Vergleich zu herkömmlichen Gieß- und Frästechniken ist die additive Fertigung zudem wirtschaftlicher.