
Selective Laser Melting für die Serienproduktion
Die SLM®500 ist durch ihre Multi-Laser Konfiguration mit zwei oder vier Lasern in 400W- oder 700W-Ausführung besonders produktiv und damit für die Serienfertigung geeignet. Optimal auf das Material abgestimmte Laserleistungen und verfügbare Parameter für unterschiedliche Schichtstärken ermöglichen Produktivitätssteigerungen. Scanstrategie und Laserüberlappstrategie sorgen zudem für einen maximal effizienten Prozess. Tests belegen, dass die Werte zur Dichte und den mechanische Eigenschaften im Überlapp- und im Single Laser-Bereich vergleichbar sind.

Permanent-Filtermodul verbessert die Maschinenverfügbarkeit und reduziert Kosten
Das Permanent-Filtermodul filtert Rußpartikel durch einen Sinterplattenfilter und beschichtet das Abfallmaterial mit einem speziellen Inhibitormaterial für die Trockenentsorgung. Die Maschinenverfügbarkeit wird erhöht, der Gasstrom stabilisiert und die Kosten für Verbrauchmaterial werden gesenkt, während gleichzeitig die Sicherheit erhöht wird. Die Flutung des Filters entfällt und ein vereinfachtes Abfallmanagement entsteht, da durch die kontrollierte Diffusion ein trockenes Standardmaterial zur Entsorgung zur Verfügung steht.

Geschlossenes Pulverhandling erhöht Sicherheit und Materialqualität
Die SLM®500 verfügt mit der Pulverzufuhr (PSV) über ein vollautomatisiertes Pulvermanagement und verhindert somit den Kontakt zwischen Bediener und Pulver. Das Material wird durch das gesamte System in einer inerten Atmosphäre transportiert.
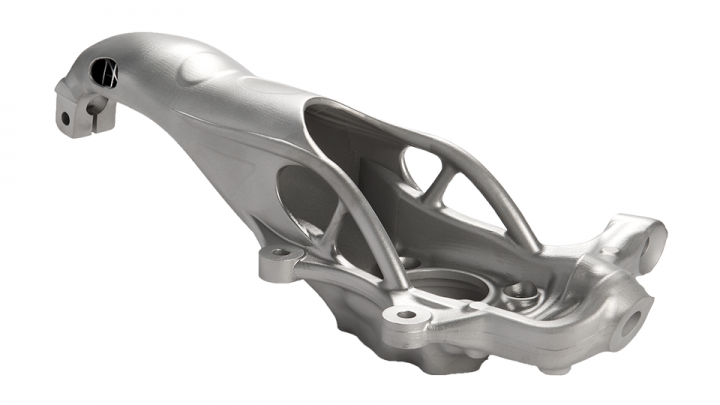
Generativ gefertigtes PKW-Schwenklager, Hirschvogel Tech Solutions
Material
Die Entwicklung des PKW-Schwenklagers von Hirschvogel Tech Solutions erfolgte auf Basis eines ganzheitlichen Ansatzes, der die gesamte Prozesskette der generativen Fertigung berücksichtigt. Das Bauteil repräsentiert eine hohe Entwicklungskompetenz im Leichtbau sowie in der Anwendung bionisch-orientierter Designs, sodass im Halsbereich eine Gewichtseinsparung von 40% gegenüber konventionell gefertigten Ausführungen erreicht wurde. Die stützstrukturarme Fertigung bedingt darüber hinaus eine Reduzierung des Nachbearbeitungsaufwands.

Additiv gefertigte Riemenscheiben - Dänisches Technologieinstitut, Ceramic Speed
Material
Wie im gesamten Mobilitätssektor ist im Radsport eine konsequente Leichtbauweise von Bedeutung. In Zusammenarbeit mit den Selective Laser Melting Experten des dänischen Technologieinstituts hat das innovative Radsportunternehmen CeramicSpeed besonders leichte und langlebige Riemenscheiben entwickelt, die von professionellen Fahrern für eine verbesserte Performance eingesetzt werden. Erfahren Sie, wie die Unternehmen die Teilqualität verbessert und gleichzeitig eine erhebliche Gewichtsreduzierung erreicht haben.