Qualitätsarbeit mit der additiven Fertigung von Metallen erfordert Liebe zum Detail und Erfahrung. Farsoon freut sich, Ihnen ein paar schnelle Richtlinien für das 3D-Druckdesign zu geben, die Ihnen helfen, die Druckqualität und die Erfolgsquote zu verbessern.
1. Optimiertes Design von Teilen Es gibt zwei Merkmale des Metall-3D-Druckverfahrens: Treppenstufen bei geneigten Flächen und die Notwendigkeit von Unterstützung. Stützen spielen eine Rolle bei der Wärmeübertragung, verhindern die Verformung des Teils und stabilisieren das Teil. Die Stützen müssen nach dem Drucken manuell entfernt werden. Zu den Merkmalen, die während des additiven Entwurfsprozesses berücksichtigt werden sollten, gehören die Vermeidung übermäßiger Spannungen, die Vermeidung großer horizontaler Überhänge, die Erhöhung der Winkel von selbsttragenden Elementen und auf dem Kopf stehende abgerundete Eckübergänge usw.
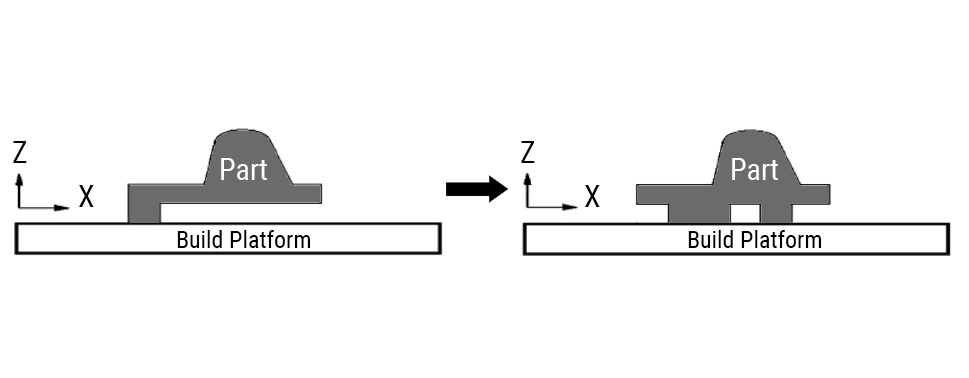
(1) Optimierung großer horizontaler Überhänge
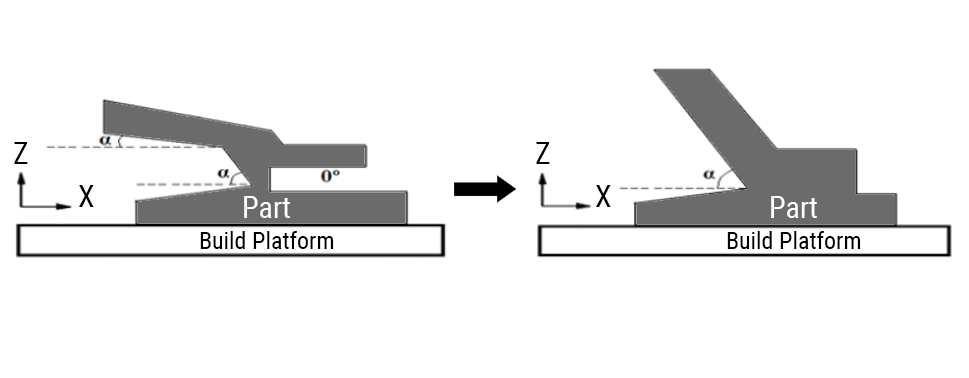
(2) Erhöhung des Neigungswinkels, um den Stufeneffekt zu verringern und eine selbsttragende
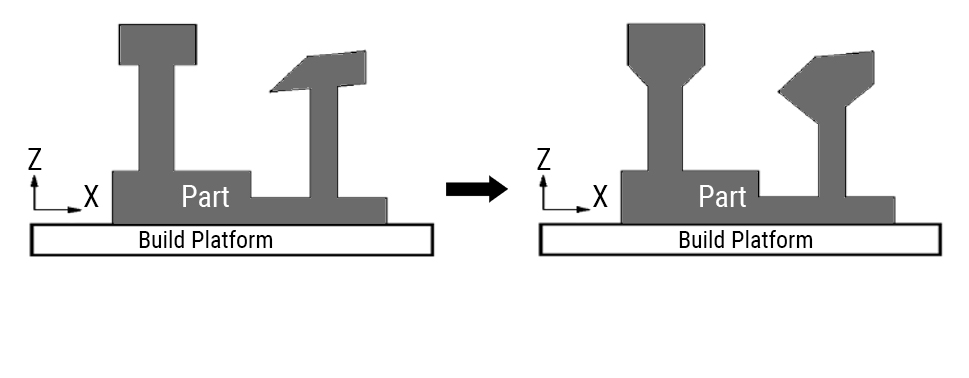
(3) Selbsttragende Konstruktionen
2. Teilelayout Die Teileausrichtung der Bauplatte hat einen großen Einfluss auf die Qualität. Bestimmte Ausrichtungen können eine minimale Stützstruktur erreichen. Beachten Sie beim Platzieren des Teils Folgendes:
• Einfache Pulverentfernung
• Minimierung der Stützabdeckung
• Minimierung der Druckzeit
• Ausrichtung des Teils, um die beste Qualität wichtiger Merkmale zu gewährleisten
•Minimierung der Nachbearbeitung
3. Stützkonstruktion Nach der Optimierung des Designs und der Anpassung der Ausrichtung der Teile müssen bei der Verwendung der Stützstruktur folgende Faktoren berücksichtigt werden:
• Art der Stütze
• Festigkeit der Stütze
• Einfache Entnahme der Teile
• Einfache Entfernung des Pulvers
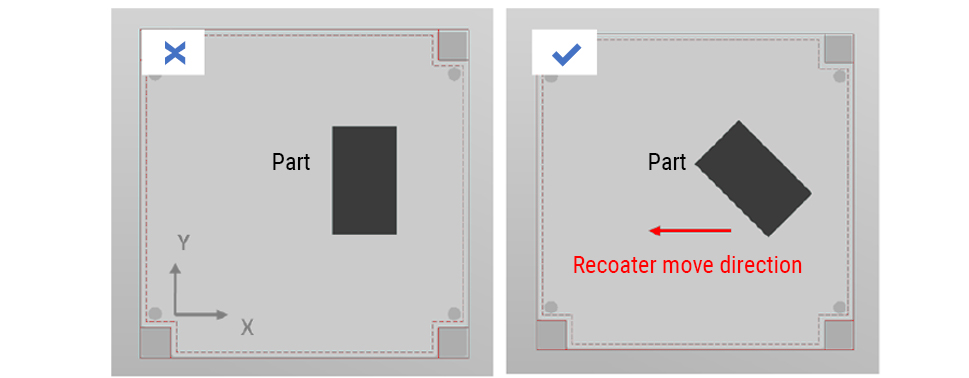
4. Build-Layout Durch die Optimierung des Layouts der Teile auf der Bauplattform können Sie Druckfehler reduzieren.
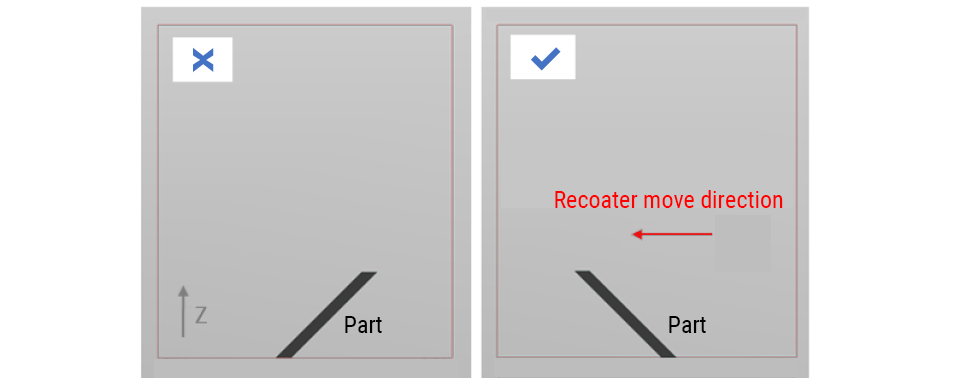
(1) Wenn die Sinterrichtung des aufgehängten Teils entgegengesetzt zur Bewegungsrichtung des Beschichters ist, verstärkt die Reibung zwischen dem Abstreifer und der Kontur des Teils die Verformung der Werkstückkante, was zu einem erhöhten Risiko von Druckfehlern führt. Wenn es nicht verhindert werden kann, selbst wenn der Neigungswinkel des Aufhängungsteils größer als der kritische Aufhängewinkel ist, sollte eine Unterstützung hinzugefügt werden, um das Druckrisiko zu verringern.
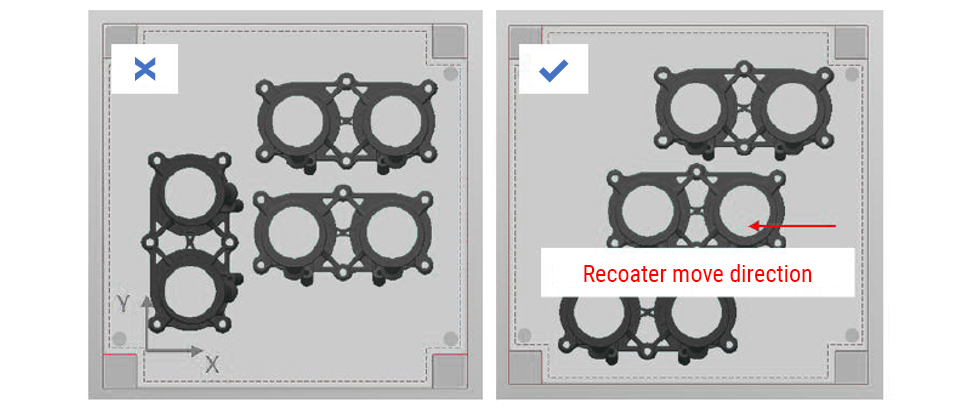
(2) Vermeiden Sie es, das Teil parallel mit dem Beschichter zu platzieren, drehen Sie das Teil in der Z-Achse, um die Aufprallkraft mit dem Beschichter auf das Teil zu minimieren. Verformungen treten in der Regel an den Kanten und Ecken des Teils auf. Durch die Drehung des Teils in der Z-Achse berührt die überstehende Kante den Beschichter allmählich und nicht auf einmal, wodurch die Qualität kleiner Merkmale erhalten bleibt.
(3) Vermeiden Sie es, die Teile in Richtung der Bewegungsrichtung des Beschichters zu platzieren. Wenn es zu einer Kollision kommt, die das Teil und den Beschichter beschädigt, besteht immer noch die Möglichkeit, dass der Bau fortgesetzt werden kann. Die Buildstar-Software von Farsoon bietet eine Funktion zum Löschen von Teilen in Echtzeit. Der Bediener kann das beschädigte Teil löschen, während er weiterhin unbeschädigte Teile druckt. Wenn es zu Kollisionen mit dem Rocoater kommt, führt die Kollision zu einer ungleichmäßigen Pulververteilung auf der Vorder- und Rückseite des Teils, wodurch der Bereich unbrauchbar wird. Daher wird empfohlen, Teile nicht vor oder hinter Teilen mit hohem Risiko zu platzieren.
Wir und unsere Partner verfügen über ein professionelles technisches Team, das die Entwicklung von Kundenanwendungen in allen Aspekten von Ausrüstung, Software, Technologie und Design unterstützt. Kontaktieren Sie uns.
Advanced Manufacturing - Driven by Industry. Build for Production
Unsere Partner-Allianz aus Industrie, Anwendung und Forschung zeigt auf derHashtag#Intertool2026, vom 21.-24. April 2026 in der Halle 20, Stand 0813, wie moderne Fertigung im Zusammenspiel funktioniert. 𝗔𝗱𝗱𝗶𝘁𝗶𝘃𝗲 𝗩𝗲𝗿𝗳𝗮𝗵𝗿𝗲𝗻, 𝗹𝗮𝘀𝗲𝗿- 𝘂𝗻𝗱 𝗹𝗶𝗰𝗵𝘁𝗯𝗼𝗴𝗲𝗻𝗯𝗮𝘀𝗶𝗲𝗿𝘁𝗲 𝗣𝗿𝗼𝘇𝗲𝘀𝘀𝗲, 𝗺𝗼𝗯𝗶𝗹𝗲 𝗖𝗡𝗖-𝗧𝗲𝗰𝗵𝗻𝗼𝗹𝗼𝗴𝗶𝗲 𝘂𝗻𝗱 𝘀𝗽𝗲𝘇𝗶𝗮𝗹𝗶𝘀𝗶𝗲𝗿𝘁𝗲 𝗦𝗼𝗳𝘁𝘄𝗮𝗿𝗲𝗹ö𝘀𝘂𝗻𝗴𝗲𝗻 𝗯𝗶𝗹𝗱𝗲𝗻 𝗲𝗶𝗻 𝗶𝗻𝘁𝗲𝗴𝗿𝗶𝗲𝗿𝘁𝗲𝘀 𝗣𝗿𝗼𝗱𝘂𝗸𝘁𝗶𝗼𝗻𝘀𝘂𝗺𝗳𝗲𝗹𝗱. 𝗜𝗺 𝗙𝗼𝗸𝘂𝘀: industrielle Anwendbarkeit, hybride Prozessketten und Bauteile mit 𝗺𝗲𝘀𝘀𝗯𝗮𝗿𝗲𝗿 𝗪𝗲𝗿𝘁𝘀𝗰𝗵ö𝗽𝗳𝘂𝗻𝗴. Getragen von Partnern, dieHashtag#AdvancedManufacturingin die industrielle Anwendung überführen: ✅METROM→ Mobile & hybrid manufacturing systems ✅FARSOON Europe GmbH→ Industrial-scale additive manufacturing ✅OSCAR-PLT GmbH→ Repair & directed energy deposition ✅M&H CNC Technik GmbH→ Additive meets precision machining ✅Trivion→ Metal & polymer applications ✅AIT Austrian Institute of Technology→ Materials & process development ✅LKR Leichtmetallkompetenzzentrum Ranshofen→ Alloy development & lightweight ✅Technische Hochschule Deggendorf→ Large-scale additive manufacturing ✅IB Juri Müller→ Simulation & design intelligence Danke an das TeamIntertool X Schweissenundx-technik Industriemarketing GmbHfür die tolle Organisation…gerade in herausfordernden Zeiten mit klarem Mehrwert. 🤝 AlsHashtag#ManofManufacturingist es mir eine besondere Freude, dieseHashtag#AdvancedManufacturingAreaals Branchenstimme zu begleiten. 👉 Karten gibt es direkt bei mir und bei den Partnern. Wir freuen uns auf euren Besuch und regen Austausch. 🤩